Select, CE-certified implants engineering reliable biomechanical stability for global surgical centers and OEM partners.




Founded in 1999, our organization stands as one of the pioneering enterprises in mainland China dedicated to the design, research, development, and high-precision manufacture of orthopedic implants. Over the course of 25 years, we have transitioned from a localized manufacturing facility into a leading powerhouse in the medical technology sector. Our robust sales channels span across 160 countries and regions, bridging clinicians with advanced orthopedic technologies.
With more than 3 overseas offices established in strategic gateways including the United States and the Netherlands, we facilitate real-time support and fast-response supply chain coordination. Our footprint is anchored by certifications in demanding markets: over 60 countries have approved our localized registrations, and 214 orthopedic products carry CE marks, establishing us as a highly trusted manufacturer for hospitals, distribution networks, and multi-national OEM brands.

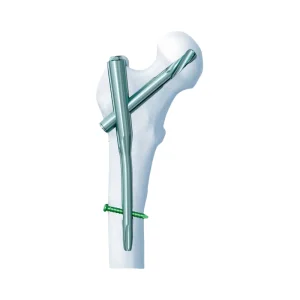
In the rapidly evolving landscape of sports medicine and arthroscopic surgery, the demands on orthopedic implants are multi-faceted: high pull-out strength, excellent biocompatibility, biomechanical compliance, and ease of insertion. Suture anchors serve as the critical linkage interface between soft tissue (tendons, ligaments) and bone structures. Achieving clinical excellence requires a deep synergy between materials science and micro-machining capabilities.
Information Gain Insight: The mechanical failure of a suture anchor system most frequently occurs at the eyelet-suture junction or through bone-thread shear. Modern engineering mitigates this through dual-lead thread profiles and self-punching tip configurations, reducing insertion torque while maximizing cortical bone engagement.
The choice of material defines the clinical pathway and biological interaction of the suture anchor. Modern orthopedic interventions balance structural integrity against diagnostic compatibility:
Our engineering designs utilize asymmetric threads that yield pull-out forces exceeding 450 Newtons in high-density bone blocks. Every batch undergoes destructive testing to ensure absolute security inside the operating room.
Our suture anchors are pre-threaded with UHMWPE sutures, offering high tensile strength, high pliable characteristics, and low friction coefficient to minimize soft-tissue sawing effects.
China's orthopedic manufacturing sector has underwent a profound transformation, moving from high-volume production to world-class precision engineering. By clustering raw material supply chains, metallurgical laboratories, and CNC centers, Chinese factories offer an optimal balance of cost-efficiency and clinical reliability. Our ISO Class 7 (Class 10,000) cleanroom systems guarantee sterile environments for assembly, packaging, and quality checks.
Below is a visual breakdown of our manufacturing facilities and specialized testing units, demonstrating our absolute dedication to quality and zero-defect initiatives:




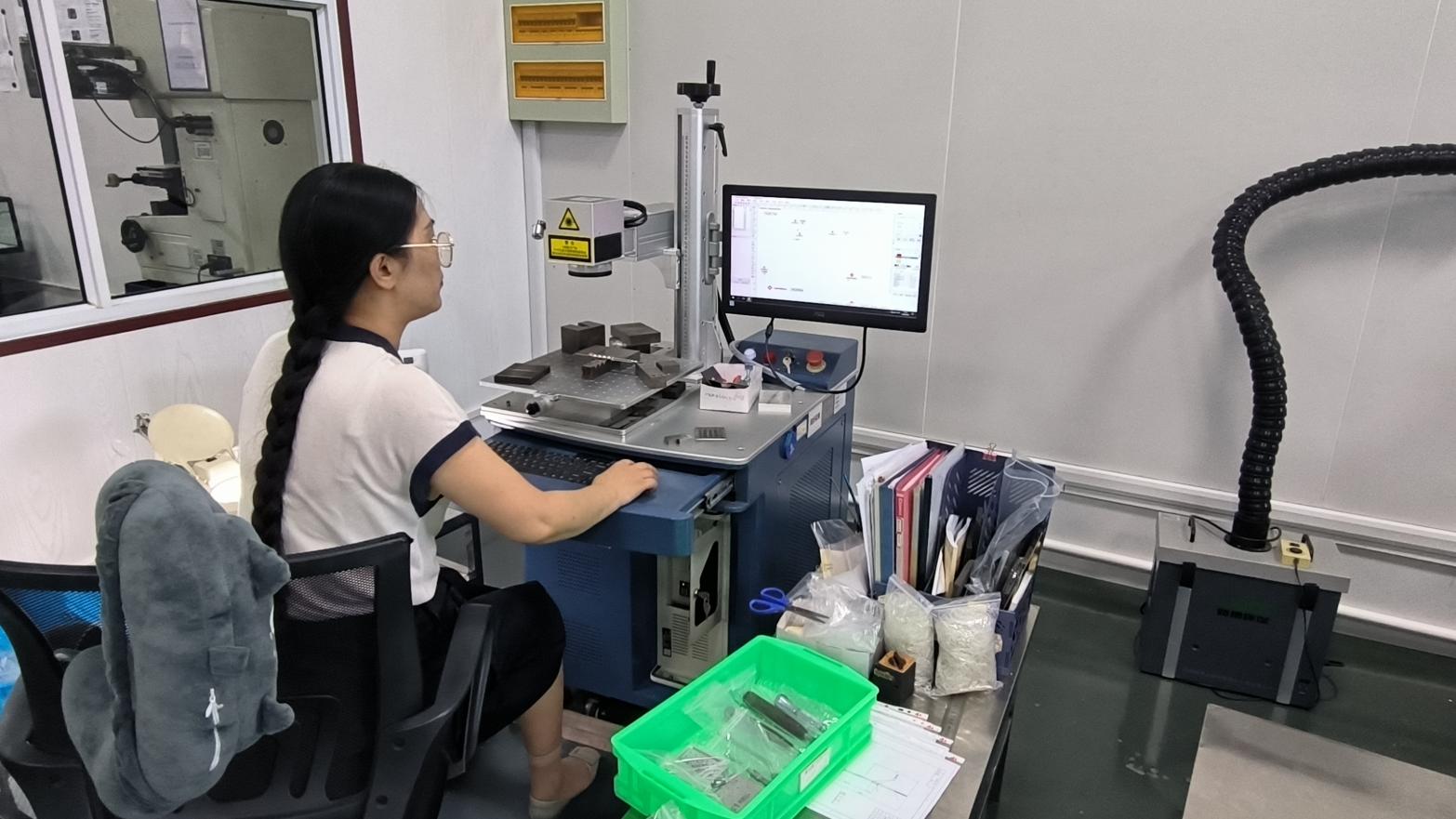

Our heavy investment in tooling infrastructure includes specialized equipment for raw material preparation, shaping, and precision machining:






Technical Quality Note: In addition to tensile tests, our labs utilize high-frequency fatigue testers (as represented by our durable testing equipment:  ) to verify dynamic fatigue limits under conditions that simulate multi-million cycle load profiles inside human joints.
) to verify dynamic fatigue limits under conditions that simulate multi-million cycle load profiles inside human joints.
In the medical device industry, regulatory compliance is non-negotiable. Suture anchors fall under Class III classification in the European Union (MDR) and Class II or III under US FDA regulations. With over 60 local registrations obtained and 214 CE-marked products, our regulatory affairs team is highly proficient in navigating global audits. Through our dedicated offices in the US and the Netherlands, we manage localization hurdles including:
Sourcing managers must balance quality margins with supply chain resilience. High-quality suture anchor manufacturing requires robust raw material sourcing, production capacities, and delivery systems. Here is how our production facilities fulfill these requirements:
All PEEK and Titanium supplies are procured from leading international chemical and metallurgical suppliers. Materials are fully traceable via batch certificates and chemical analysis sheets.
We offer bulk non-sterile packaging for local cleanroom assembly, as well as ready-to-use EO-sterilized double-barrier packaging compliant with ISO 11607.
Complete custom services: custom laser markings, customized thread pitches, custom handle colors, and custom instrumentation kits according to client requirements.
As part of our medical diversification, we cooperate with specialized industrial partners (such as LEPU Medical Group) to integrate medical-grade plastics and cleanroom processing techniques. This sharing of technologies allows us to apply hemodialysis-level cleanroom parameters and critical care validation protocols to all orthopedic surgical implants.
Our suture anchors are engineered to operate seamlessly across high-demand sports medicine and reconstructive procedures. Understanding the exact mechanical strain and anatomical configurations helps us design application-specific implants:
The global sports medicine industry is migrating toward knotless fixation and biomedically active implants. Traditional knotted suture techniques present a risk of knot slippage and soft-tissue irritation. Knotless anchors simplify arthroscopic procedures, allowing surgeons to regulate tension prior to locking the suture in place. Furthermore, we are investing in smart biodegradable composites that slowly release growth factors, encouraging accelerated enthesis (tendon-to-bone) healing to drastically reduce the recovery times for athletes.
Technical clarifications on sourcing, manufacturing parameters, regulatory details, and material integrity.
Expanding trauma, spine, and joint stabilization solutions for medical distributors and clinical providers.